
FOUNDRY
The aluminium foundry produces castings by the method of gravity casting into bentonite sand and moulds.
We offer three methods of casting:

The most common types of alloys we use:
EN AC – 42100 - AlSi7Mg 0.3
EN AC – 42200 - AlSi7Mg 0.6
EN AC – 43000 - AlSi10Mg
EN AC – 44200 - AlSi12
EN AC – 46200 - AlSi8Cu3
If required by the customer, we also use other alloys.
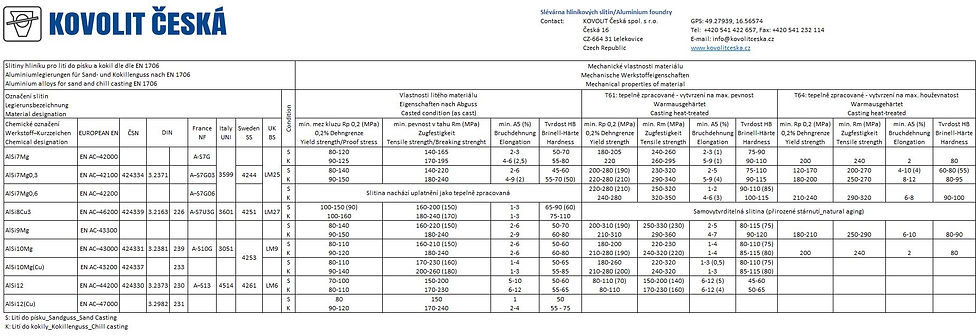
All the values of the mechanical characteristics apply to separately casted test sticks. The mechanical characteristics of the samples collected from the casts, in the form of circular or flat sticks, can be of higher or lower values than the given table values since they are particularly affected by the solidification speed (especially S-DAS, % porosity and the character of the material inhomogeneities).

The foundry industry is an example of a multidisciplinary field. As you can see on the flowchart, KOVOLIT Česká offers its customers 27 production and inspection operations. Individual orders can differ significantly, when the casts are made using core-free technology, the alloy does not need to be thermally processed, the customer does not require blasting or machining, or, to the contrary, the customer requires grinding or balancing.
CASTING
This represents the fastest and most efficient production method of an almost final product made of a liquid metal. The selection of the production technology depends on several aspects, such as the degree of the serial production, shape complexity of the cast, size accuracy, mechanical characteristics of the cast material and surface quality.
CASTING INTO A SAND MOLD (“lost mold”)
CASTING TO METAL MOLDS
Should higher mechanical characteristics of the cast material be required (larger tensile strength and yield stress thanks to a higher solidification speed; we offer S-DAS measurements - statistical analyses of the size of the secondary dendrite branches), higher size accuracy of the unmachined surfaces, a thin-wall design of the cast or shapes with small radiuses be required, the foundry offers its customers gravitation casting to molds. A higher material homogeneity, i.e., a lower absolute volume of oxidic inclusions and thus also higher mechanical characteristics (particularly ductility and fatigue limit) compared to gravitational casting to a mold is offered by investment casting. Investment casting is also used for making casts that are susceptible to foundry defects such as trapped air or gas from the cores, unfinished casting and cold joints.
The material used for permanent molds is steel or cast iron and that is why the related investment is significantly higher than for sand casting. The highest possible lifespan of the mold can be ensured by using a suitably hot-refined tool steel, with the stipulation that a protective ceramic layer is always sprayed on the mold surface. The application of protective coats or gas condensates of the cores must not worsen the size accuracy of the casts. The casting and inlet system must be treated with an insulation coat of paint. Cast cavities are formed by steel and sand cores. Synthetic materials are used for very thin sand cores exposed to high loads. The mold is preheated to the operation temperature using gas burners. Mold overheating or local cooling for achieving higher mechanical characteristics is possible when air cooling or, more effectively, water cooling is used. On the other hand, the thermal stability of thin-wall molds or cold spots is resolved by insulation materials or local gas burners. The thermal stability of the molds can be monitored by thermal elements, built-in into the mold. Contrary to the sand forms, where airing is ensured by the permeability of the mixture itself and by unformed exhaust, when it comes to the molds, little grooves along the dividing plane, known as airing ejectors and airing holes, are used. They can be found on the face of the mold cavities, furnished with various sieve types. The design of the grooves as well as of the sieves prevents the penetration of the liquid metal. The spray of the mold faces or gas condensates from the cores must not limit the sieve functionality.
The quality of the liquid metal in the mold cavities, but also the mold cavity filling character are ensured by foundry filters, which can be of a pressed, foam or fabric design. The filters are for one-time use.
An example of the use of a pressed filter in a mold in the inlet system - the melt flows via tens of ducts with a diameter of 2 mm and the metal flow thus calms in the runner, upon which the filtration effect takes place and the casting pole fills up faster. Filtration affects the volume of endogenous and exogenous inclusions, which is appreciated not only by builders who require certain mechanical characteristics of the cast material, but also by cast machinists. KOVOLIT Česká uses several filter types and sizes.
CASTING PRODUCTIVITY
KOVOLIT Česká customers profit from our professional approach to the cast production.
When it comes to sand molds, their characteristics are based on the given model size and its complexity (it can be a cast with a core or cores), the skills of the mold operators that always operate 2 molding machines next to each other (Foromat, Rotomat), the length of the casting route, which is a roller conveyor on which the finished molds are placed (folded bottom and top frames), into which the founder subsequently casts using a manual casting shovel, the liquid metal of a prescribed temperature and other qualitative parameters. The time the mold spends on the route also determines productivity. Considering the mold handling type during extraction, the time spent on the casting route is given by the corresponding solidification time as well as the technological cast cooling time.
Production productivity for molds is given by the operation time and the solidification time. The founder irregularly treats the mold face, inserts cores and filters in the mold, controls the hydraulic pullers for the ejector panel and up to 5 mold parts (2 side pullers, front, rear and top parts of the mold), handles steel cores, pours metal into the inlet hole or via a casting and controls the mold cooling, if applied. Next, the cast cools down. The founder opens the mold as soon as the solidification process is completed (the founder monitors the time or the mold opens automatically). For large casts with more massive castings, the casts can be removed from the mold even before the completion of the solidification of the casting system. The solidification time depends on the volume of the melt, mold structure and intensity of cooling, if any.
Apart from suitable foundry pattern tapers and radiuses valid for permanent and temporary molds and core boxes, a productive production using molds also requires advanced know-how of the work with foundry coatings. The temperature of the casted melt should be as low as possible, so the melt does not devalue when kept at the given temperature, thus also preventing foundry defects and ensuring maximum productivity.
The foundry industry is an example of a multidisciplinary field. As you can see on the flowchart, KOVOLIT Česká offers its customers 27 production and inspection operations. Individual orders can differ significantly, when the casts are made using core-free technology, the alloy does not need to be thermally processed, the customer does not require blasting or machining, or, to the contrary, the customer requires grinding or balancing.
.png)
A sand core (Coldbox), vertically placed in the cast axis, core mark is in the base panel of the mold. The melt affects the core bonding system, which thermally degrades and the core thus loses its strength. Once the cast cools down, the core is removed using a pneumatic hammer without damaging the cast. A cavity is thus formed in the cast. The cavities can be of very complicated shapes since the cores can be put together and pasted.
.png)

When a high degree of design freedom is required, when the cast is highly complex, and when the production cost should be reasonable, this more than 5,000-year-old production technology can be applied. That is why the technology is used for the production of product prototypes made in small series, when there are frequent model changes, for casts with thicker walls, and for production when there is high pressure on the production cost. Higher demands on the size accuracy of the casts can be satisfied by using cast splinter machining. The thermal processing technology ensures better mechanical characteristics, however not as good as the technology that utilizes casting into metal molds. Nevertheless, metal coolers, thermally conductive paint and cores made of materials with a high thermal accumulation coefficient can be used locally. The quality of the casted surface given by the form and core can be improved by the application (by spraying) of special materials (graphite and ceramic).
The forming mixture bonded by bentonite (a “raw” mixture type) must be wetted to achieve optimal compaction. The greater the compactness of the forming mixture, the greater hardness of the mold. At the same time, there is a relation between the volume of water in the mixture and the quality of the cast surface. A wooden or plastic model is formed in a sand mold, which is formed by grains of suitable silica sand bonded with a clay bonding agent - bentonite of foundry quality (a high volume of montmorillonite). When undercuts or cavities are formed in the casts, “cores” are used. The cores are also made of sand, though a chemical hardening process is used. Castings compensate for the shrinking of liquid metals during the solidification process in the mold. They solidify last and that is why various insulation and exothermic casting systems are used for supporting this requirement. Upon casting and solidifying the aluminum alloys or upon a partial or complete cooldown of the cast, the part is released from the sand mold by extraction and continues to subsequent production operations.
TECHNICAL PREPARATION OF PRODUCTION
-
Turning
-
Milling
-
Grinding
-
Other works

The 3D print technology is often used in foundries today. Using this technology, we can now make molds or cores (from a sand mixture of metal powders) within a few hours and not weeks for a given prototype or customized production (or a cooling insert to the molds for serial production). Moreover, the technology helps the engineers to select the proper casting technology when they have a reduced-size cast model (see the photo).

Models or core boxes are made of dried wood or multi-element rubbers with filling agents. Large-area objects are made of multiplex/plywood and their surface is protected by protective coatings. Even though the supplier uses CNC machines for the tool production, we can use the services of a wooden model workshop on the premises of the foundry. The workshop is equipped with conventional machines, which can be used for fine manual final or corrective operations as is shown in the picture. The KOVOLIT Česká foundry is thus very flexible when it comes to tool changes and repairs.
MACHINING
-
Turning
-
Milling
-
Drilling
-
Balancing
-
Measuring
-
Other works
SPECIAL OFFER
-
Production of aluminium garden furniture, decorative posts, traffic signs and their fastening - feet
-
Aluminium welding, blasting, abrading, cutting, grinding, polishing, ultrasonic cleaning (450 x 300 x 330), powder and wet painting (furnace 1,5 x 1,2 x 0,8 m).