
SLÉVÁRNA
Slévárna hliníkových slitin vyrábí odlitky metodou gravitačního lití do jednotné bentonitové směsi a kokil.
Nabízíme:

Nejčastější druhy slitin, které používáme:
EN AC-42100 - AlSi7Mg0,3
EN AC-42200 - AlSi7Mg0,6
EN AC-43000 - AlSi10Mg (DIN 239)
EN AC-44200 - AlSi12 (DIN 230)
EN AC-46200 - AlSi8Cu3 (DIN 226)
V případě požadavku zákazníka jsme schopni nabídnout další modifikace slitin typu Al-Si.
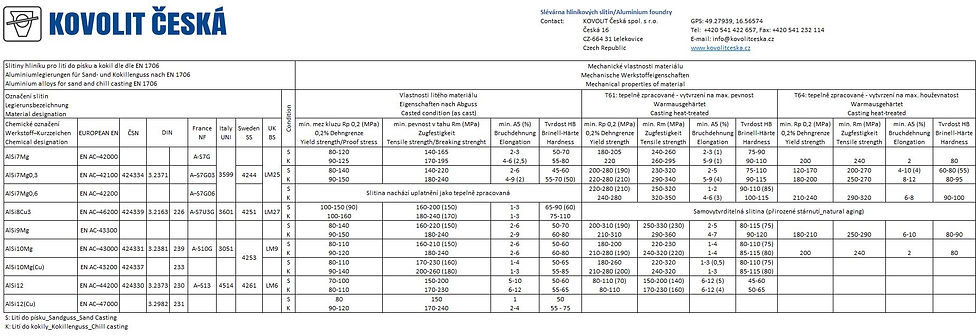
Všechny hodnoty mechanických vlastností platí pro samostatně odlévané zkušební tyčky. Mechanické vlastnosti vzorků odebraných z odlitku ať už ve formě kruhových nebo plochých tyček mohou dosahovat vyšších či nižších hodnot než tabelární hodnoty, neboť jsou ovlivněné zejména rychlostí tuhnutí (především velikost S-DAS, % porosity a charakter materiálových nehomogenit).

Slévárenství je příklad multidisciplinárního odvětví, kdy KOVOLIT Česká nabízí zákazníkovi jako na blokovém schématu 27 výrobních a kontrolních operací. Zakázky se mezi sebou velmi liší, když odlitky se vyrábí bezjádrovou technologií, slitina nepotřebuje tepelné zpracování, zákazník nevyžaduje tryskání nebo obrábění, nebo naopak vyžaduje omílání nebo vyvažování.
ODLÉVÁNÍ
Představuje nejkratší a nejefektivnější způsob výroby téměř finálního výrobku z tekutého kovu. Volba výrobní technologie je závislá na aspektech jako sériovost výroby, tvarová složitost odlitku, rozměrová přesnost, mechanické vlastnosti materiálu odlitku nebo kvalita povrchu.
LITÍ DO PÍSKOVÉ FORMY („ztracené formy“)
LITÍ DO KOVOVÝCH FOREM – KOKIL
Pokud jsou vyžadovány vyšší mechanické vlastnosti materiálu odlitku (vyšší pevnost v tahu a mez kluzu díky vyšší rychlosti tuhnutí; nabízíme měření S-DAS - statistické hodnocení velikosti sekundárních větví dendritů), vyšší rozměrová přesnost neobrobených ploch, tenkostěnná konstrukce odlitku a tvary s malými rádiusy, nabízí slévárna zákazníkovi gravitační lití do kokil. Vyšší homogenitu materiálu, tzn. nižší absolutní obsah oxidických vměstků a tím vyšší mechanické vlastnosti (především tažnost a únavové pevnosti), nežli stacionární gravitační lití do kokily, nabízí sklopné lití. Sklopné lití se volí rovněž pro výrobu odlitků se sklonem k slévárenským vadám jako uzavřený vzduch nebo plyn z jader, nedolití a studený spoj.
Materiál trvalé formy kokily je ocel nebo litina, a proto je investice do nářadí významně vyšší než u pískového lití. Nejvyšší životnost kokily zajišťuje vhodně zušlechtěná nástrojová ocel pro práci za tepla, přičemž povrch kokily se vždy ošetřuje ochranným keramickým nástřikem. Práce s ochranným nástřikem ani kondenzát plynů jader nesmí zhoršovat rozměrovou přesnost odlitků. Nálitkový a vtokový systém je nutné ošetřit izolačním nátěrem. Dutiny odlitku tvoří ocelová a písková jádra. Pro velmi tenká a namáhaná písková jádra se volí syntetické materiály. Kokila se předehřívá na provozní teplotu plynovými hořáky. Přehřátí formy nebo lokální chlazení pro docílení vyšších mechanických vlastností umožňuje vzduchové nebo účinnější vodní chlazení. Naopak teplotní stabilitu tenkostěnné formy nebo studená místa se řeší izolačními materiály nebo lokálním plynovým hořákem. Teplotní stabilitu kokily lze monitorovat termočlánkem zabudovaným do kokily. Na rozdíl od pískových forem, kde je odvzdušnění kokily dané vlastní prodyšností směsi a odformovanými výduchy (výfuky) se u kokil používají kanálky v dělící rovině, tzv. odvzdušňovací vyhazovače a odvzdušňovací díry na líci dutiny formy osazené různými typy sítek. Jak kanálky tak sítka mají design zabraňující zatečení tekutého kovu. Stříkání líce kokil nebo kondenzát plynů z jader nesmí omezovat funkčnost sítek.
Kvalitu tekutého kovu v dutině formy ale i charakter plnění dutiny formy zajišťují slévárenské filtry, které jsou buď lisované, pěnové nebo tkaninové. Filtry mají jednorázové použití.
Příklad použití lisovaného filtru v kokile ve vtokovém systému – tavenina proudí desítkami kanálků o průměru 2 mm a proud kovu se tak v rozváděcím kanálu velmi zklidní, dochází k filtračnímu efektu a rychleji se naplní licí kůl. Filtrace ovlivňuje obsah endogenních a exogenních vměstků a vedle konstruktérů počítajících s určitými mechanickými vlastnostmi materiálu odlitku ji ocení především obráběči odlitků. KOVOLIT Česká používá řadu typů a rozměrů filtrů.
PRODUKTIVITA LITÍ
Zákazníci KOVOLIT Česká profitují z profesionálního přístupu k výrobě odlitků.
U pískových forem je daná velikostí a složitostí modelů, zda jde o odlitek s jádrem/-y, zručností formířů obsluhujících vždy 2 formovací stroje vedle sebe (Foromat, Rotomat), délkou licí tratě, což je válečkový dopravník, na který se ukládají hotové formy (složený spodní a horní rám), a následně do nich slévač nalije ruční licí lžicí tekutý kov o předepsané teplotě a dalších kvalitativních parametrech. Doba setrvání formy na trati určuje rovněž produktivitu. Vzhledem k typu manipulace s formou při vytloukání je čas setrvání na licí trati dán jak časem tuhnutí, tak technologickým časem chladnutí odlitku.
U kokil je produktivita výroby daná časem obsluhy a časem tuhnutí. Slévač nepravidelně ošetřuje líc formy, vkládá jádra a filtry do formy, ovládá hydraulické tahače pro desku vyhazovačů a až 5 dílů formy (2 boční tahače, přední, zadní a vrchní díl formy), manipuluje s ocelovými jádry, nalévá kov do vtokové jamky nebo skrze nálitek a ovládá případné chlazení formy. Následuje tuhnutí odlitku, přičemž kokilu slévač otevře ihned po ukončeném tuhnutí (sleduje čas nebo se otevírá kokila automaticky). V případě velkých odlitků s masivnějšími nálitky se může odlitek vyjmout z kokily ještě před ukončením tuhnutí nálitkového systému. Doba tuhnutí je odvislá od množství taveniny, konstrukce kokily a jak intenzívní je případné chlazení.
Kromě vhodných slévárenských úkosů a rádiusů platných pro trvalé a netrvalé formy a jaderníky si vyžaduje produktivní výroba na kokilách rozvinuté know-how práce se slévárenskými nátěry. Teplota odlévané taveniny se volí nejnižší možná, aby se neznehodnocovala během doby udržování na teplotě, nedocházelo k slévárenským vadám a zajistila maximální produktivita.
Slévárenství je příklad multidisciplinárního odvětví, kdy KOVOLIT Česká nabízí zákazníkovi jako na blokovém schématu 27 výrobních a kontrolních operací. Zakázky se mezi sebou velmi liší, když odlitky se vyrábí bezjádrovou technologií, slitina nepotřebuje tepelné zpracování, zákazník nevyžaduje tryskání nebo obrábění, nebo naopak vyžaduje omílání nebo vyvažování.
.png)
Pískové jádro (Coldbox) umístěné vertikálně v ose odlitku, známka jádra je v základové desce kokily. Tavenina působí na pojivový systém jádra, který tepelně degraduje a jádro tak ztrácí na pevnosti. Po vychladnutí odlitku se jádro odstraní pneumatickým kladivem, aniž by došlo k poškození odlitku. Vznikne tak dutina v odlitku, která může mít velmi komplikované tvary, neboť se jádra dají skládat a lepit.
.png)

Pokud je požadována velká svoboda designu a vysoká úroveň složitosti za přiměřené výrobní náklady, tak tato více jak 5000 let známá výrobní technologie nachází své uplatnění. Proto se technologie uplatňuje u prototypové výroby a nízké sériovosti, při častých změnách modelů, pro odlitky s vyšší tloušťkou stěn a vysokému tlaku na nákladovost výroby. Vyšší nároky na rozměrovou přesnost odlitku lze uspokojit třískovým opracováním odlitku. Technologie tepelného zpracování zajistí vyšší mechanické vlastnosti, avšak nikoliv tak vysoké jako technologie lití do kovových forem. Lokálně lze ovšem použít kovová chladítka, tepelně vodivé nátěry nebo jádra z materiálů s vysokým součinitelem tepelné akumulace. Kvalita litého povrchu daného formou a jádrem se dá zvýšit nástřiky speciálními materiály (grafitové a keramické).
Formovací směs pojená bentonitem (typ směsi tzv. „na syrovo“) musí být navlhčena tak, aby byla dosažena optimální spěchovatelnost. Čím je vyšší spěchovatelnost formovací směsi, tím má forma vyšší houževnatost. Zároveň je zde závislost mezi obsahem vody v směsi a kvalitou povrchu odlitku. Model ze dřeva nebo plastu je odformován do pískové formy, kterou tvoří zrníčka vhodného křemičitého písku pojeného jílovým pojivem – bentonitem slévárenské kvality (vysoký obsah montmorillonitu). Pokud jsou v odlitku vytvořeny podřezy nebo dutiny, používají se tzv. jádra. Jádro je vyrobeno rovněž z písku, ale využívá se chemický proces vytvrzování. Nálitky kompenzující smršťování tekutého kovu během tuhnutí ve formě tuhnou jako poslední a proto se na podporu tohoto požadavku používají různé izolační nebo exotermické nálitkové systémy. Po odlití a ztuhnutí slitiny hliníku a částečném nebo úplném vychladnutí odlitku se díl uvolní z pískové formy vytloukáním a pokračuje na další výrobní operace.
TECHNICKÁ PŘÍPRAVA VÝROBY
-
Soustružení: hrotový soustruh TOS typ SV 18, 2 ks
-
Frézování: frézka svislá nástrojařská TOS typ FNK 25A
-
Broušení: bruska rovinná Považské strojárne typ BPH-20, univerzální nástrojová bruska TOS typ BN 102
-
Radiální vrtačka MAS typ VR6A
-
Automatická pila na kov
-
3D CAD/CAM software – Solid Works
-
Modelárna (p. Zemánek IČO 47949856) v areálu slévárny vybavená konvenčními stroji a zázemím pro výrobu a úpravu dřevěných a plastových modelů a jaderníků.

Technologie 3D tisku jsou dnes již běžný pomocník sléváren, když tak lze během hodin, a nikoliv týdnů získat formu nebo jádro (z pískové směsi i kovových prášků) pro prototyp či kusovou výrobu (případně chladící vložku do kokil na sériovou výrobu). Zároveň pomáhá inženýrům se dobře zorientovat při volbě technologie, když mají k dispozici zmenšený model odlitku, jako ukazuje fotografie.

Modely nebo jaderníky se vyrábí ze sušeného dřeva nebo vícesložkových pryskyřic s plnivy, velkoplošné objekty z multiplexu/překližky a povrch je chráněn nátěry. Přestože k výrobě nářadí dodavatel používá CNC stroje, tak v areálu slévárny máme možnost využít služeb dřevomodelárny vybavené konvenčními stroji a provádět jemné ruční dočišťovací nebo korekční práce jako na obrázku. Slévárna KOVOLIT Česká je díky tomu velmi pružná při změnách a opravách nářadí.
OBROBNA A LAKOVNA
-
Soustružení
- Obráběcí CNC soustružnické centrum OKUMA LB3000EX MYW 500
- MAS A42 CNC PLUS
- Konvenční soustruh SV18
(Zodp. obráběčství p. Pshyk IČO 09059270) -
Frézování
- frézka svislá nástrojářská TOS typ FNK 25A -
Vrtání
- Jednovřetenové stolní a stojanové vrtačky
- Vícevřetenová vrtačka Micronsa
- Závitořez M3 - 32 -
Vyvažování
- TWINGO - nejvyšší třída jakosti, průměr 1000 mm / 60 kg -
Měřící souřadnicové zařízení TRIMOS VECTRA 600Touch, Mitutoyto EURO500
-
Práškové i mokré lakování (pec 1,5x1,2x0,8 m)
-
a další činnosti.
SPECIÁLNÍ NABÍDKA
-
Výroba hliníkového zahradního nábytku, okrasných sloupků, dopravních značek a jejich upevnění - patky.
-
Svařování hliníku, tryskání, omílání, řezání, broušení, leštění, ultrazvukové čištění (450x300x330), práškové i mokré lakování (pec 1,5x1,2x0,8m).